1 背景
在船舶建造中,为了结构的轻量化,上层建筑等结构很多时候会采用铝合金作为结构材料,而主船体结构为船用钢材,这时候就不可避免的会遇到铝-钢异种材料连接的问题。由于铝和钢熔点上的差异以及铝-钢金属间化合物的脆性等原因,使得铝和钢之间的异种材料连接非常的困难。
现有的主要铝-钢连接方式为使用爆炸焊制成的铝-钢过渡接头,将船体用钢材和上层建筑用铝材分别的焊接在过渡接头的两侧,以达到铝和钢连接的目的。而在实船应用中,由于焊接时的热影响等原因,爆炸焊制成的铝-钢过渡接头的可靠性有时会出现问题,这时候探索一种新的且更为可靠铝-钢连接方法变得非常的有意义。
2 铝-钢搅拌摩擦焊可行性试验
2.1铝-钢搅拌摩擦焊搅拌头设计
基于英国焊接研究所(TWI)的前期研究经验,后续焊接试验设计制造了下图铝-钢搅拌摩擦焊试验用搅拌头,该搅拌头由W-Re合金(钨铼合金)制成。
 图1 试验用搅拌头
图1 试验用搅拌头
2.2 铝-钢搅拌摩擦焊焊接试验及结果评估
2.2.1 5083铝合金搅拌摩擦焊试验探索
当搅拌摩擦焊工具以600rpm的转速旋转、焊接速度为500mm/min、3°的工具倾斜角可以获得外观合格的焊缝,如图2所示。

图2 5083搅拌摩擦焊试板
2.2.2 5083铝合金与E36钢搅拌摩擦焊试验探索
试验前准备阶段,试板均需按照工具轮廓对对接界面进行加工,并打磨对接界面附近氧化层。试验将钢板(E36)放置在焊缝的前进侧,原因是在这样的放置情况下,塑性铝合金更容易与钢发生混合形成接头,且形成的接头强度较高。
对于铝钢异种金属搅拌摩擦焊而言,由于熔点差别较大,为防止铝侧过热,采用搅拌头偏置的方法,即搅拌头的中心线偏向铝这一侧。使用初步开发出的参数焊接5083铝板与E级钢,根据经验,搅拌头相对于接缝线的位置非常关键,因此,接下来的试验中,变化搅拌头相对于接缝线的位置,焊接结果如下表:
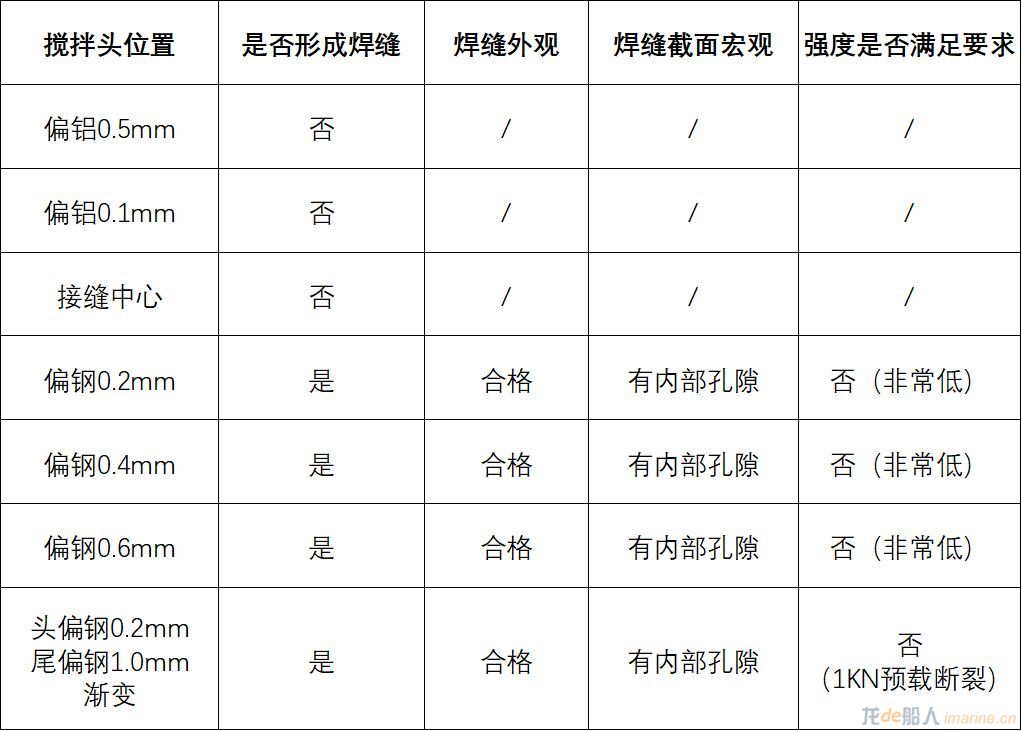
在上述实验基础上进一步改变转速至400rpm、500rpm、600rpm,焊接速度(mm/min)至300、400、500,注意到随着搅拌头更多地进入钢板,接头的强度好像略有提高。但是,焊缝强度仍不足以切取试样进行评估(宏观断面和拉伸强度)。焊接试验未能在5083和 E 级钢之间产生可接受的接头焊缝。
2.2.3 6082铝合金与E级钢搅拌摩擦焊试验探索
用6082铝合金替代5083铝合金与E级钢进行搅拌摩擦焊,在焊缝开始位置,搅拌工具边界进入钢板0.2mm,然后按线性增加进入钢材,焊缝长度为300mm,焊接末端进入钢板量为1.0mm。焊缝表面形貌及断面形貌如下图所示。在焊缝两端各取一个拉伸试样,抗拉强度分别为175MPa、215MPa。
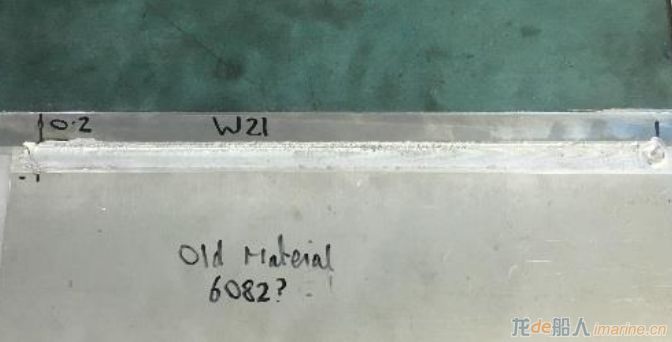 图3 6082与E级钢焊缝表面形貌
图3 6082与E级钢焊缝表面形貌
 图4 6082与E级钢焊缝断面形貌
图4 6082与E级钢焊缝断面形貌
2.2.4 5083铝合金与E级钢通过6082铝合金作为中间层的搅拌摩擦焊试验探索
用前面较合适的参数,先将6082铝合金和5083铝合金焊接在一起,从距离焊缝20mm处切掉6082铝合金,表面及对接面加工后使剩余的6082与E级钢焊接在一起,用两道相邻焊缝将5083铝合金通过6082铝合金与E级钢连接在一起。沿着焊缝方向取弯曲试样,可弯曲至90°,最大拉伸强度为229MPa。试件如下图所示。


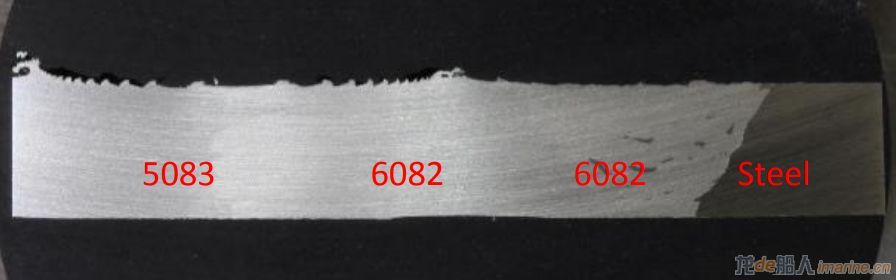
图5 5083-6082-E级钢焊接接头宏观形貌、弯曲试件、断面形貌图
3 结论
(1)试验结果初步表明,5083铝合金和钢的焊接工艺对搅拌头的位置比较敏感,可能与这两种材料之间的兼容性有关,现阶段通过改变主要焊接参数,很难直接在这两种材料间制作出强度高的搅拌摩擦焊焊缝。
(2)通过引入6082中间层可以勉强解决上述两种材料的连接问题,但是该中间层引入可能会导致潜在的腐蚀方面问题。